
高精密度鈑金成型產品,如液晶電視U型金屬邊框等。
系統:瑞士CYBELEC DNC系統或荷蘭DELEM系列 傳動裝置:日本安川伺服+臺灣上銀滾珠絲桿 液壓系統:德國BOSCH 電器:法國施耐德 密封件:法國司達行 光柵尺: 德國HEIDENHAIN
電液伺服數控折彎機

電液伺服折彎機主要特點:
? 機床整體焊接結構,經過退火振動失效處理,消除內應力,防止變形。
? 配液壓或楔形撓度補償機構,數控系統控制。
? 配有德國HEIDENHAIN專業光柵尺,準確監視機床下行位置。
? 油缸可單缸控制,單獨調整。
? 保壓時間,加程位置,循環次數均系統控制。
機器的主要結構和工作原理:

◆本機為電液比例控制的板料折彎機,滑塊在電氣、液壓系統的聯合控制下,可實現點動、單次、連續、中停、保壓、快速、慢速下行、中途返程等運動工況。
◆本機為電液比例伺服控制,左右油缸有獨立液壓系統,可單獨控制單個油缸動作。
◆本機滑塊運動采用德國進口比例壓力閥控制,后定位為全伺服控制,達到很高精度。
◆定 位 精 度: ±0.01mm
◆重復定位精度: ±0.01mm
◆折制工件精度: ±30’/全長
◆后擋料重復定位精度:±0.01mm
控制系統 CybTouch 12PS

◆ 輕松折彎
◆ 頁面簡潔,顯示清晰,大按鍵易于
◆觸摸操作
◆完全高效的折彎編程滿足大批量生產
◆加工需要
◆使用電腦或筆記本,方便地進行無線
◆互聯,升級軟件和備份數據
◆在線幫助與交互式彈出報警提示框
◆大尺寸高對比度觸摸屏
◆直觀友好的用戶界面
◆多種語言可供選擇
◆“EasyBend”頁面進行輕松單次折彎加工
◆USB接口

◆自動模擬折彎步序,提供最優折彎
◆壓力—撓度補償自動計算
◆上模深度自動計算
◆角度,后擋料校正
◆折彎數據自動計算
◆折彎程序保存
◆2D圖形編程
伺服定位系統

機床后擋料定位系統采用日本安川交流伺服電機控制,定位速度快,精度高。
全閉環德國博世液壓系統單元
意大利GIVI精密光柵尺

機器性能:
機器配備標準上下模具一副,下模為疊加方型結構,面上開有兩個不同寬度的槽,用來折制不同厚度的板材,一般槽寬取6~8倍板厚為宜。也可能根據客戶的要求,按客戶的工件設計相應的模具。工作臺配有撓度補償裝置,用來補償滑塊和工作臺的彈性變形,系統會通過輸入的板厚,板長進行自動計算,自動補償,用戶也可以根據具體折制情況和經驗,給數控系統一個數值,手動輸入,自動調整。
模具是折彎機的關鍵組成部分,結構見圖7-5,上模帶有快速夾緊機構,并分段。下模為疊加方型結構,面上開有兩個不同寬度的槽,便于折制不同的板厚,槽寬一般取6-8倍的工件板厚。下模槽越寬,折彎力越小。該刀具快夾在出廠前巳調整好,如果在使用遇到以下情況時,請參考以下方法進行調整:
1)當裝上折彎刀后刀具快夾的手柄向里壓時,須用很大力。說明折彎刀厚度尺寸為上偏差,可用六角板手逆時針等角度旋轉壓板兩只內六角螺釘調整,直至調整到手柄在夾緊和松開時受力相對適中,在夾緊時刀具沒有松動感即為調整好。
2)當裝上折彎刀后刀具快夾的手柄向里壓時,折彎刀具有明顯的松動感,說明折彎刀厚度尺寸為下偏差,可用內六角板手順時針等角度旋轉壓板上兩只內六角螺釘調整,直到調整到手柄在夾緊和松開時受力相對適中,在夾緊時刀具沒有松動感即為調整好。

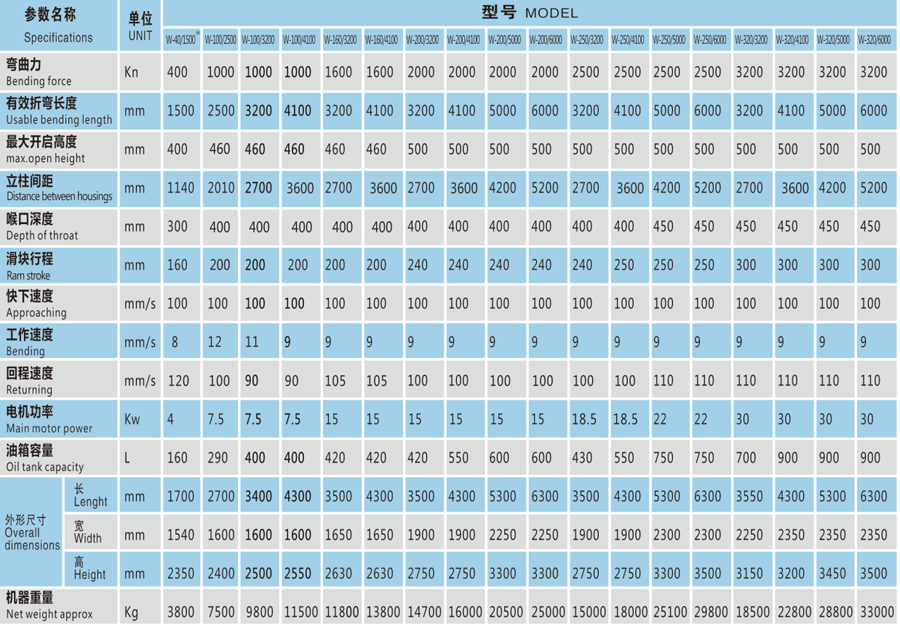
電液伺服折彎機主要技術參數:
折彎機輔助功能選配:

相關產品

- 雙伺服油電混合折彎機
這款雙伺服油電混合折彎機適合銅,鋁,合金,碳鋼,不銹鋼等金屬板材折彎成型。
發布日期:2018年10月24日- 雙伺服油電混合折彎機
- 電液伺服數控折彎機
高精密度鈑金成型產品,如液晶電視U型金屬邊框等。 系統:瑞士CYBELEC DNC系統或荷蘭DELEM系列 傳動裝置:日本安川伺服+臺灣上銀滾珠絲桿 液壓系統:德國BOSCH 電器:法國施耐德 密封件:法國司達行 光柵尺: 德國HEIDENHAIN
發布日期:2017年06月13日- 電液伺服數控折彎機

- 扭力同步數控折彎機
此款扭力同步數控折彎機有效折彎長度1500-4000mm, 折彎彎曲力400-2500KN。該款機顯著優勢帶有液壓撓度補償,不僅調機方便快速,而且加工產品精密度更高,
發布日期:2017年06月13日- 扭力同步數控折彎機

- 下動式折彎機
下動式折彎機折小工件時比較靈活,動作也很快,模具離開工件就可以換步,所以在換步時間上非常快。
發布日期:2017年06月13日- 下動式折彎機
